

邹涛1,杨和逸2,仇连波3
(1、万力轮胎股份有限公司,广东 广州 511400;2、南京集萃激光智能制造有限公司,江苏 南京 211800;3、合肥万力轮胎有限公司,安徽 合肥 231137)
摘要:活络模传统清洗方式对轮胎的均匀性特别是对环境的影响日益突出而尖锐。活络模激光清洗技术顺势而生且,通过近些年的应用,获得了长足的发展。线上激光清洗技术中,德国CleanLaser公司手持式设备处于领先地位,受作业环境、人员劳动强度、操作稳定性,以及活络模适装硫化机特殊性较多因素的影响,应用效果不佳;线下激光清洗属德国4JET公司固定式和机械臂式设备技术较为先进成熟,但服务跟不上,且投资与维修费用昂贵。开发激光清洗固定式设备,应用于某轮胎企业200万条全钢产能活络模线下清洗,综合效能显著。该项技术的科研成果,对于线下激光清洗设备的国产化,并于轮胎行业推广应用具有里程碑式重要的经济作用与深远的战略意义。同时为进一步开发线上自动化激光清洗设备,并促进轮胎行业升级转型及实现“绿色、低碳、智能、高效”的目标,奠定了坚实的基础。
关键词:活络模;激光清洗;技术开发应用;发展方向
1 前言
活络模传统清洗方式对环境造成的客观影响,随着国家“碳达峰、碳达标”战略目标实施计划的推进,迫切需要发展激光清洗技术而替代活络模传统的清洗方式。纵观国内外市场活络模线上、线下激光清洗设备开发应用的实际情况,通过简单、实效、造价、服务等维度给予评估,均存在这样或那样的问题,详情参见表1。优先开发国产线下激光清洗设备并推广应用,进一步攻克线上激光自动化清洗技术难关,以满足轮胎企业模具清洗的迫切需求,是本文着重研究的方向。
表1 活络模主要激光清洗设备应用特性评估表
|
清洗类别 |
设备 类型 |
代表性 产品 |
应用特点 |
|
线上 |
手持式激光清洗机 |
德国Cleanlaser 公司CL300 |
①手持清洗灵活方便; ②极端高温环境下线上清洗无法长时间连续作业,劳动强度大; ③清洗效果差,存在清洗死角,“花斑”现象严重; ④高温环境下激光清洗机故障率高,清洗头寿命短; ⑤线上手持清洗为开放式清洗,对操作者和周边人员存在激光辐射危害; ⑥清洗烟尘弥散在生产车间,影响职工职业健康; ⑦清洗机价格和维修成本居高不下,维保不及时,设备闲置率高。 |
|
自动化激光清洗机 |
德国4JET 公司TMCS |
①自动化清洗,清洗效果一致性好; ②活络模在线一体化清洗,存在清洗死角,污垢积累严重; ③高温环境下激光清洗机故障率高、寿命较短; ④自动清洗机有激光防护罩,对操作者和周边人员提供激光辐射安全防护; ⑤清洗烟尘可收集处理,保护职工职业健康; ⑥清洗机价格和维修成本居高不下,维保不及时; ⑦自动清洗机不能适应各类型硫化机不同规格模具的清洗要求,在线高温环境下,光学系统及运动部件无法保证长期连续稳定工作,该自动化激光清洗机已停止销售并退出市场。 |
|
|
备注 |
线上激光清洗无需拆模,硫化机生产效率较高。 |
||
|
线下 |
手持式激光清洗机 |
德国Cleanlaser 公司CL500 |
①手持清洗无法长时间精细化稳定作业,劳动强度大; ②其余特点与线上手持激光清洗机①、③、④、⑤、⑥、⑦相同。 |
|
自动化激光清洗机 |
德国4JET 公司STMCS |
①活络模线下组合一体化清洗,存在清洗死角; ②其余特点与线上自动化激光清洗机①、④、⑤、⑥相同。 |
|
|
备注 |
线下激光清洗,需要拆模,影响硫化机利用率。 |
||
|
说明 |
由于手持激光清洗机清洗轮胎模具存在的固有缺点,与进口手持激光清洗机一样,大多数手持激光清洗机在轮胎企业被闲置停用。可满足模具清洗质量要求的线下自动化模具激光清洗设备只能从国外高价进口,而线上自动化激光清洗技术有待攻关突破。 |
||
2 活络模清洗方式存在的主要问题及分析
2.1 活络模传统清洗方式存在的问题与分析
2.1.1 活络模传统清洗方式简介
活络模传统清洗方式主要分为线上干冰清洗和线下砂洗两大类。
(1) 线上干冰清洗
线上干冰清洗又称在线冷喷,其原理(见图1)是通过压缩空气将粒状干冰(CO2)高速喷射到模具表面,利用温差(模具180℃左右,干冰-78℃ )的物理反应使胶垢脆化及松脱,将污垢快速彻底的从金属表面剥落,达到清洁型腔表面并在较短时间恢复生产的目的。干冰清洗具体清洗过程包括:低温冷冻剥离、吹扫剥离、冲击剥离。
由于干冰清洗技术的特性与优势,为提高硫化机生产效率与产品外观质量,活络模线上干冰清洗方式在轮胎企业获得普遍应用。
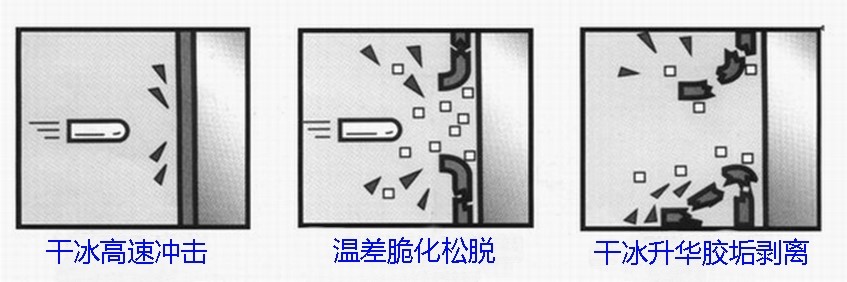
图1 干冰清洗原理示意图
(2) 线下砂洗
线下砂洗按清洗设备自动化程度,分为手动砂洗与自动化砂洗两种。按砂料的种类一般分为玻璃珠、金刚砂、不锈钢丸砂洗三种。
a.手动砂洗
手动砂洗机(见图2),主要由喷砂主机、旋风分离器、储砂箱、压入式喷砂机、喷枪组、储尘器、风机及连接管路各系统组成。压力式喷砂机喷出的砂料掉入至主机集砂斗,然后在高压风机的负压吸引下被吸入至旋风分离器进行分离,砂料只使用一次后掉入储砂箱中储存等待集中处理,无用的粉尘和细砂被抽至滤芯除尘箱进行过滤后排入大气中。
人工手持喷枪可以灵活地对模具型腔表面通过玻璃珠或不锈钢丸进行喷射清洗。一般用于铝花纹块、小规格钢制模具型腔表面的清洗。
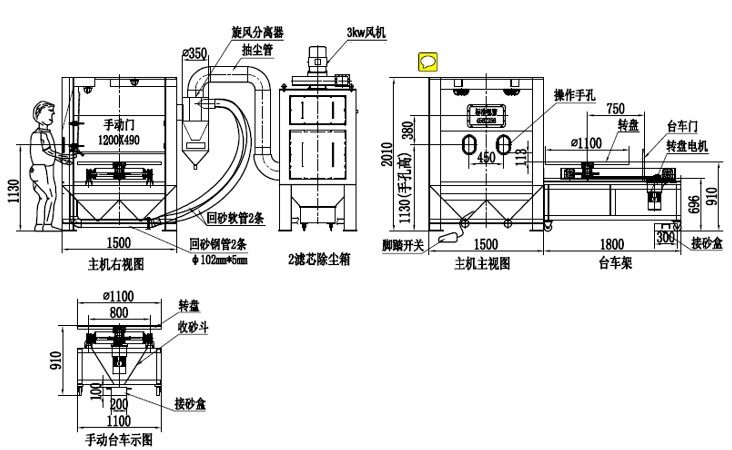
图2 手动推车转盘式喷砂机示意图
b.自动化砂洗
轮胎模具自动化清洗机(见图3),由主机部分,旋风集料、给料系统,除尘系统,电器部分四大部分组成。四大系统通过电器的自动控制有机的组成一体,来完成轮胎模具的清洗工作。
该双工位洗模机采用吸入式喷砂,即利用压缩空气在喷枪内高速流动形成负压产生的引射作用,将旋风除尘器内的磨料通过喷砂管吸入喷枪内,然后随压缩空气由喷嘴高速喷出,实现对工件表面的喷砂处理。喷出后的磨料,落回集砂斗内循环使用,喷砂时产生的灰尘被除尘箱抽出,并经分离器进行分离,好的磨料积至分离器底部,落回储砂器中循环使用,粉尘经两级分离,被吸至旋风除尘器及布袋除尘器,由布袋除尘器将粉尘分离,净化排到空气中。
轮胎模具自动化砂洗设备,清洗效率较高。一般采用不锈钢丸或玻璃珠砂为磨料,主要用于钢制模具型腔表面的清洗。

图3 轮胎模具自动化清洗机示意图
2.1.2 活络模传统清洗方式存在的问题及分析
活络模传统清洗方式,不论是线上还是线下清洗,利用介质清洗型腔表面时,对环境及模具精度都有一定程度的影响,存在的问题及分析如下。
a.线上干冰清洗
线上干冰清洗因高速气流夹带干冰颗粒对型腔表面进行喷射,产生噪音(100~110dB)较大、粉尘多、伴随着大量CO2汽化而对环境造成恶劣影响,并因急剧冷却和冰粒冲击型腔模各配合面,导致花纹筋累积变形、损坏及配合精度劣化等缺陷,造成产品外观及均匀性指标难以控制,相应模具维修费用逐步增加。
b.线下砂洗
线下砂洗,主要采用喷砂清洗方法,不论是手动设备砂洗还是自动化设备砂洗,都是通过压缩空气将砂粒高速喷出,对模具表面进行冲击和切削使胶污剥离模具表面,其清洗过程等同于对模具表面进行研磨,极易造成模具配合精度及铝花纹块胎顶精度的劣化。由此对产品质量与模具维护成本造成的影响程度,同比干冰清洗方式更大。
(待续……)
【转载、摘录或引用请标明出处!】

点击二维码关注集萃激光微信公众号
